
液壓機圖片_液壓機工作原理_四柱液壓機
 |
 |
 |
|
單柱液壓機 |
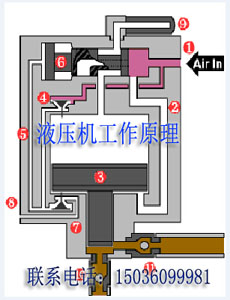
液壓機工作原理 |
四柱液壓機圖片 |
 |
 |
 |
|
液壓機圖片 |
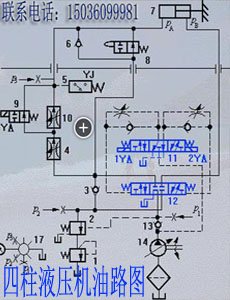
四柱液壓機油路圖 |
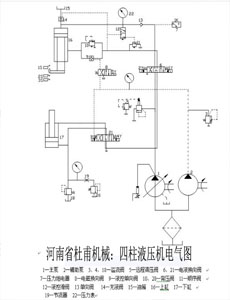
四柱液壓機電氣圖 |
四柱液壓機工作原理
四柱液壓機是油泵把液壓油輸送到集成插裝閥塊,通過各個單向閥和溢流閥把液壓油分配到油缸的上腔或者下腔,在高壓油的作用下,使油缸進行運動。液壓機是利用液體來傳遞壓力的設備。液體在密閉的容器中傳遞壓力時是遵循帕斯卡定律。
四柱液壓機由主機及控制機構兩大部分組成。液壓機主機部分包括液壓缸、 橫梁、立柱及充液裝置等。動力機構由油箱、高壓泵、控制系統、電動機、壓力 閥、方向閥等組成。
(二) 用途
該液壓機適用于可塑性材料的壓制工藝。如粉末制品成型、塑料制品成型、冷(熱)擠壓金屬成型、薄板拉伸以及橫壓、彎壓、翻透、校正等工藝。
四柱液壓機具有獨立的動力機構和電器系統,采用按鈕集中控制,可實現調整、手動及半自動三種操作方式。
(三) 特點
機器具有獨立的動力機構和電氣系統,采用按鈕集中控制,可實現調整、手動及半自動三種工作方式:機器的工作壓力、壓制速度,空載快下行和減速的行程和范圍,均可根據工藝需要進行調整,并能完成頂出工藝,可帶頂出工藝、拉伸工藝三種工藝方式,每種工藝又為定壓,定程兩種工藝動作供選擇,定壓成型工藝在壓制后具有頂出延時及自動回程。
液壓機簡介
(又名:油壓機)利用帕斯卡定律制成的利用液體壓強傳動的機械,種類很多。當然,用途也根據需要是多種多樣的。如按傳遞壓強的液體種類來分,有油壓機和水壓機兩大類。水壓機機產生的總壓力較大,常用于鍛造和沖壓。鍛造水壓機又分為模鍛水壓機和自由鍛水壓機兩種。模鍛水壓機要用模具,而自由鍛水壓機不用模具。我國制造的第一臺萬噸水壓機就是自由鍛造水壓機。
工作原理
四柱液壓機的液壓傳動系統由動力機構、控制機構、執行機構、輔助機構和工作介質組成。 動力機構通常采用油泵作為動力機構,一般為積式油泵。為了滿足執行機構運動速度的要求, 選用一個油泵或多個油泵。低壓(油壓小于2.5MP)用齒輪泵;中壓(油壓小于6.3MP)用葉片泵;高壓(油壓小于32.0MP)用柱塞泵。各種可塑性材料的壓力加工和成形,如不銹鋼板鋼板的擠壓、彎曲、拉伸及金屬零件的冷壓成形,同時亦可用于粉末制品、砂輪、膠木、樹脂熱固性制品的壓制。
安全操作
1、液壓機操作者必須經過培訓,掌握設備性能和操作技術后,才能獨立作業。
2、作業前,應先清理模具上的各種雜物,擦凈液壓機桿上任何污物。
3、液壓機安裝模具必須在斷電情況下進行,禁止碰撞啟動按鈕、手柄和用腳踏在腳踏開關上。
4、裝好上下模具對中,調整好模具間隙,不允許單邊偏離中心,確認固定好后模具再試壓。
5、液壓機工作前首先啟動設備空轉5分鐘,同時檢查油箱油位是否足夠、油泵聲響是否正常、液壓單元及管道、接頭、活塞是否有泄露現象。深圳油壓機 TM系列引
6、開動設備試壓,檢查壓力是否達到工作壓力,設備動作是否正常可靠,有無泄露現象。
7、調整工作壓力,但不應超過設備額定壓力的90%,試壓一件工件,檢驗合格后再生產。
8、對于不同的液壓機型材及工件,壓裝、校正時,應隨時調整壓機的工作壓力和施壓、保壓次數與時間,并保證不損壞模具和工件。
9、機體壓板上下滑動時,嚴禁將手和頭部伸進壓板、模具工作部位。
10、嚴禁在施壓同時,對工作進行敲擊、拉伸、焊割、壓彎、扭曲等作業。
11、液壓機壓機周邊不得抽煙、焊割、動火,不得存放易燃、易爆物品。做好防火措施。
12、液壓機工作完畢,應切斷電源、將壓機液壓桿擦試干凈,加好潤滑油,將模具、工件清理干凈,擺放整齊
維護保養
四柱液壓機的常見故障和維護方法:經常在液壓傳動系統中,都是一些比較精密的零件。人們對機械的液壓傳動雖然覺得省力方便,但同時又感到它易于損壞。究其原因,主要是不太清楚其工作原理和構造特性,從而也不大了解其預防保養的方法. 液壓系統有3個基本的"致病"因素:污染、過熱和進入空氣。這3個不利因素有著密切的內在聯系,出現其中任何一個問題,就會連帶產生另外一個或多個問題。由實踐證明,四柱液壓機系統75%"致病"的原因,均是這三者造成的。1、工作油液因進入污物而變質 2、過熱 3、進入空氣解決方法:對系統中一些主要精密件的清洗和裝配,均應在十分清潔的室內進行,室內應有干凈的地板和密閉的門窗,溫度保持在200C左右。[3]其他常用維護:
1.L—HL32/GB1118—89液壓油,低于20度時萬用N32/GB3141的高于30度時,可用N46/GB3141。
工作用油推薦采用32號、46號抗磨液壓油,使用油溫在15~60攝氏度范圍內。
2.油液業進行嚴格過濾后才允許加入油箱。
3.工作油液每一年更換一次,其中第一次更換時間不應超過三個月;
4.滑塊應經常注潤滑油,立柱外表露面應經常保持清潔,每次工作前應先噴注機油。
5.在公稱壓力500T下集中載荷最大允許偏心40mm。偏心過大易使立柱拉傷或出現其它不良現象。
6.每半年校正檢查一次壓力表;
7.機器較長期停用,應將各加—廠表面擦洗干凈并涂以防銹油。
液壓機工作介質
液壓機所用的工作介質的作用不僅是傳遞壓強,而且保證機器工作部件工作靈敏、可靠、壽命長和泄漏少。液壓機對工作介質的基本要求是:①有適宜的流動性和低的可壓縮性,以提高傳動的效率;②能防銹蝕;③有好的潤滑性能;④易于密封;⑤性能穩定,長期工作而不變質。液壓機最初用水作為工作介質,以后改用在水中加入少量乳化油而成的乳化液,以增加潤滑性和減少銹蝕。19世紀后期出現了以礦物油為工作介質的油壓機。油有良好的潤滑性、防腐蝕性和適度的粘性,有利于改善液壓機的性能。20世紀下半葉出現了新型的水基乳化液,其乳化形態是"油包水",而不是原來的"水包油"。"油包水"乳化液的外相為油,它的潤滑性和防蝕性接近油,且含油量很少,不易燃燒。但水基乳化液價格較貴,限制了它的推廣。
優點
1. 減輕質量,節約材料。對于汽車發動機托架、散熱器支架等典型零件,液壓成形件比沖壓件減輕20%?40%,對于空心階梯軸類零件,可以減輕40%?50%的重量。
2.減少零件和模具數量?降低模具費用。液壓成形件通常只需要1套模具,而沖壓件大多需要多套模具。液壓成形的發動機托架零件由6個減少到1個,散熱器支架零件由17個減少到10個。
3. 可減少后續機械加工和組裝的焊接量。以散熱器支架為例,散熱面積增加43%,焊點由174個減少到20個?工序由13道減少到6道,生產率提高66%。
4. 提高強度與剛度,尤其是疲勞強度,如液壓成形的散熱器支架,其剛度在垂直方向可提高39%,水平方向可提高50%。
5. 降低生產成本。根據對已應用液壓成形零件的統計分析,液壓成形件的生產成本比沖壓件平均降低15%?20%,模具費用降低20%~30%。[4]編輯本段四柱液壓機結構型式
按作用力的方向區分,液壓機有立式和臥式兩種。多數液壓機為立式,擠壓用液,結構壓機則多用臥式。按結構型式分,液壓機有雙柱、四柱、八柱、焊接框架和多層鋼帶纏繞框架等型式,中、小型立式液壓機還有用C型架式的。C型架式液壓機三面敞開,操作方便,但剛性差。沖壓用的焊接框架式液壓機剛性好,前后敞開但左右封閉。在上傳動的立式四柱自由鍛造液壓機中,油缸固定在上梁中,柱塞與活動橫梁剛性連接,活動橫梁由立柱導向,在工作液的壓強作用下上下移動。橫梁上有可以前后移動的工作臺。在活動橫梁下和工作臺面上分別安裝上砧和下砧。工作力由上、下橫梁和立柱組成的框架承受。 采用泵-蓄能器驅動的大、中型的自由鍛水壓機常采用三個工作缸,以得到三級工作力。工作缸外還設有向上施加力的平衡缸和回程缸。[4]編輯本段常用故障排除方法
動作失靈
電氣接線不牢或接錯 排除方法:按照電氣圖檢查線路
油箱注油不足排除方法:加油至油標位
滑塊爬行
1系統內積存空氣或泵吸油口進
排除方法:檢查吸油管,然后多次上下運行并加壓
2精度調整不當或立柱缺油
排除方法:重新調整精度,立柱表面加油
滑塊下行時帶壓
1支撐壓力過大
排除方法:調整先導閥,使用帶壓不大于1Mpa
停車后滑塊下滑嚴重
缸口(或活塞)密封圈漏油排除方法:檢查密封圈,如有損壞則應更換
先導閥預調壓力太小排除方法:調整壓力值
插裝閥閥口密封不好排除方法:檢查閥口重新研配
壓力表指針擺動厲害
壓力表油路內存有空氣 排除方法:上壓時擰松接頭放氣
管路機械振動排除方法:檢查管路是否松動,松動則卡牢
壓力表損壞排除方法:更換壓力表
高速時行程速度不夠,上壓慢
壓力補償變量泵流量太小排除方法:按照油泵的要求說明進行調整
泵磨損或者燒傷排除方法:若油泵的泄油口出油量大于4L/min,應拆下檢修
系統內漏油排除方法:檢查各部位相應環節
保壓時壓力降得太快
參與密封的各閥口密封不嚴或管路漏油 排除方法:檢查相應閥的密封扣件是否損壞,若損壞則更換。修焊滲漏的管路,并加壓調試是否正常。
主缸內密封圈損壞排除方法:更換密封圈
上述介紹只對一般情況作概略說明,實際使用過程中發現故障后,應先分析原因,在做逐一排查。
|
液壓壓力機 |
液壓機安全操作規程 |
 |
|
|
液壓鑿巖機圖解 |
液壓折彎機應用、參數、特點 |
|
|
|
相關產品
 |
 |
 |
| 油壓機 | 四柱液壓機 | 液壓壓力機 |
河南省杜甫機械制造有限公司
公司地址:河南省鞏義市站街開發區
公司電話:0371-64422067
手機號碼:18624915999
公司郵箱:dufujx@foxmail.com
公司網址:http://shdnc.com
手機版 備案號:豫ICP備12007906號-8